


Brasagem
Brasagem é a união de metais realizada através do uso de caloria e metal de adição (liga de solda) – cuja temperatura é superior a 450 °C e abaixo do ponto de fusão dos metais sendo unidos. Através do efeito de capilaridade, o metal de adição é atraído para preencher a folga entre os metais e após resfriamento, se solidifica formando uma junta resistente. O processo de brasagem é utilizado para unir a maioria dos metais e suas ligas.
Vantagens do processo de brasagem
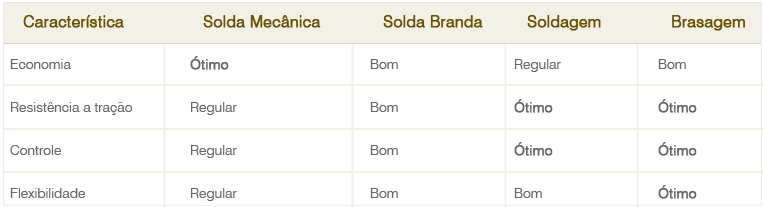
Brasagem é um processo de união de metais versátil e apresenta diversas vantagens sobre outros processos de união de metais.
As vantagens são:
- Uniões feitas pelo processo de brasagem são fortes. Quando realizadas em não ferrosos e aços, uniões bem feitas frequentemente possuem resistência à tração mais alta do que as dos metais base;
- As juntas são dúcteis, suportando condições de trabalho hostis como vibrações e choque;
- O processo de brasagem permite a união de metais dissimilares. Pode-se facilmente unir ferrosos e não ferrosos, materiais cerâmicos, metal duro, e outros;
- Raramente são necessários processos de acabamento como usinagem ou lixamento após a brasagem, já que o aspecto visual dessas juntas é superior a outros processos;
- Eficiente contra vazamentos; por esse motivo são largamente utilizadas em instalações de gases, líquidos, sistemas de refrigeração e conexões hidráulicas;
Termos utilizados nos processos de brasagem
Capilaridade: Força que atrai e promove penetração do metal de adição para a folga que existe entre os metais base.
Eutética: Ligas de solda que não possuem um intervalo de fusão, e, sim, um único ponto de fusão.
Folga da junta: Espaço entre os metais base que serão unidos através da adição do metal de adição.
Fluxo: Produto químico que protege e retarda a incidência de novos óxidos na superfície do metal base durante o processo de brasagem. Promove ainda fluidez e umectação do metal de adição.
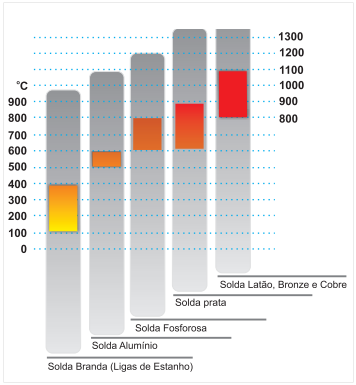
Intervalo de Fusão: Faixa de temperatura em que o metal de adição se funde.
Liquidus: A temperatura mais baixa em que o metal de adição é completamente líquido.
Metal Base: São os metais a serem unidos.
Metal de Adição: Liga de solda com temperatura de fusão (liquidus) acima de 450 °C e abaixo da temperatura de fusão do metal base.
Pré-formado: Metais de adição com formatos específicos e apropriados para unir uma determinada junta. Exemplos de pré- formados são soldas em anéis, soldas estampadas, picotadas, grãos, e outros.
Solda em Pasta: As soldas nesse formato possibilitam a redução dos processos de brasagem, além de maior controle de qualidade e custos. São compostos pela liga de solda em pó, fluxo (quando o processo não é realizado em atmosfera controlada) e um veículo neutro que faz com que esses componentes se mantenham homogêneos e estáveis.
Solidus: A temperatura mais alta em que o metal de adição é completamente sólido.
Umectação: Capacidade que o metal de adição na sua forma líquida tem de fluir e aderir sobre a superfície do metal base.
Veículo neutro: utilizado nas soldas em pasta, o veículo neutro faz com que a solda em pó e o fluxo se mantenham homogêneos e estáveis.
6 passos para uma brasagem de qualidade
Design e Folga da Junta
As juntas devem possuir folgas adequadas para que o metal de adição possa fluir.
A resistência mecânica da junta varia de acordo com a folga e a sobreposição dos metais base.
Diferentes coeficientes de expansão térmica dos metais base, devem ser levados em consideração.
Para juntas sobrepostas utilize sobreposição de 3-4 vezes a espessura do metal base mais fino.
Limpeza Pré Brasagem
As partes a serem unidas devem estar livres de óleo, graxa, e oxidação superficial.
Óleo, graxa, e resíduos orgânicos podem ser removidos com solventes decapadantes.
Água quente e detergente também podem ser eficazes. Óxidos superficiais podem ser removidos com uma lixa abrasiva.
Utilizando Fluxo
A escolha do fluxo é tão importante quanto a escolha do metal de adição.
O ideal é que o fluxo seja aplicado em ambas as partes a serem unidas antes de serem montadas e aquecidas.
O fluxo deve se tornar ativo em temperaturas abaixo das do metal de adição, e se manter ativo até o término da operação, prevenindo a incidência de novos óxidos na superfície do metal base.
Dispositivos/ Gabaritos para brasagem
Agora que as partes a serem unidas estão limpas e com fluxo, precisamos mantê-las na posição ideal durante o processo de brasagem.
É importante que as partes estejam alinhadas durante os ciclos de aquecimento e resfriamento para que a ação capilar possa fazer sua parte.
Se o peso e a geometria da peça permitir, a maneira mais simples de mantê-las na posição ideal é através da gravidade.
Se isso não for possível, deve-se utilizar um suporte/dispositivo para fixação. Dê preferência a materiais que são isolantes térmicos, como os refratários.
Aquecimento e aplicação do metal de adição
Diferentes métodos de aquecimento podem ser utilizados.
Os mais comuns são: chama (maçarico), indução, resistência, e fornos de atmosfera controlada. É de extrema importância que o aquecimento do metal base seja feito de maneira linear até a temperatura correta.
Quando a temperatura de brasagem for adequada, o fluxo estará transparente e fluindo sobre a junta e o metal de adição deve ser aplicado nesse momento. Ligas com alta fluidez fluirão por todo o espaço entre os metais base através da ação capilar.
Ligas com baixa fluidez devem ser aplicadas ao longo da junta. O metal de adição no seu estado líquido flui sempre para a parte mais quente da junta, e o aquecimento deve continuar enquanto a liga flui para dentro da folga. Se a brasagem for por maçarico, deve-se utilizar aquecimento indireto e quando a brasagem estiver completa, o mesmo deve ser descontinuado.
Limpeza Pós Brasagem
Durante o resfriamento, deve-se tomar cuidado para não causar choque térmico nas partes evitando possíveis danos ou trincas.
Se o fluxo utilizado for corrosivo e deixar resíduos, é importante que os mesmos sejam removidos através de processos de limpeza como lavagem em água morna, ação mecânica ou tratamento químico.
A Cennabras produz fluxos que não são corrosivos e que não geram resíduos, evitando assim o processo de limpeza pós brasagem. Em linhas de montagem esta característica aumenta a produtividade.